Verken de uitgebreide gids voor productiemethoden en -technieken voor Nitinol vasculaire stents. Leer meer over lasersnijden, warmtebehandeling en elektrolytisch polijsten.


EN
Verken de uitgebreide gids voor productiemethoden en -technieken voor Nitinol vasculaire stents. Leer meer over lasersnijden, warmtebehandeling en elektrolytisch polijsten.

Op dit moment worden vasculaire ziekten meestal behandeld met endovasculaire interventie of chirurgie, maar vanwege de beperkte types vaten die kunnen worden behandeld door chirurgie, evenals de nadelen van hoge trauma's en ernstige complicaties, is endovasculaire interventie de belangrijkste behandelmethode geworden voor deze ziekte.
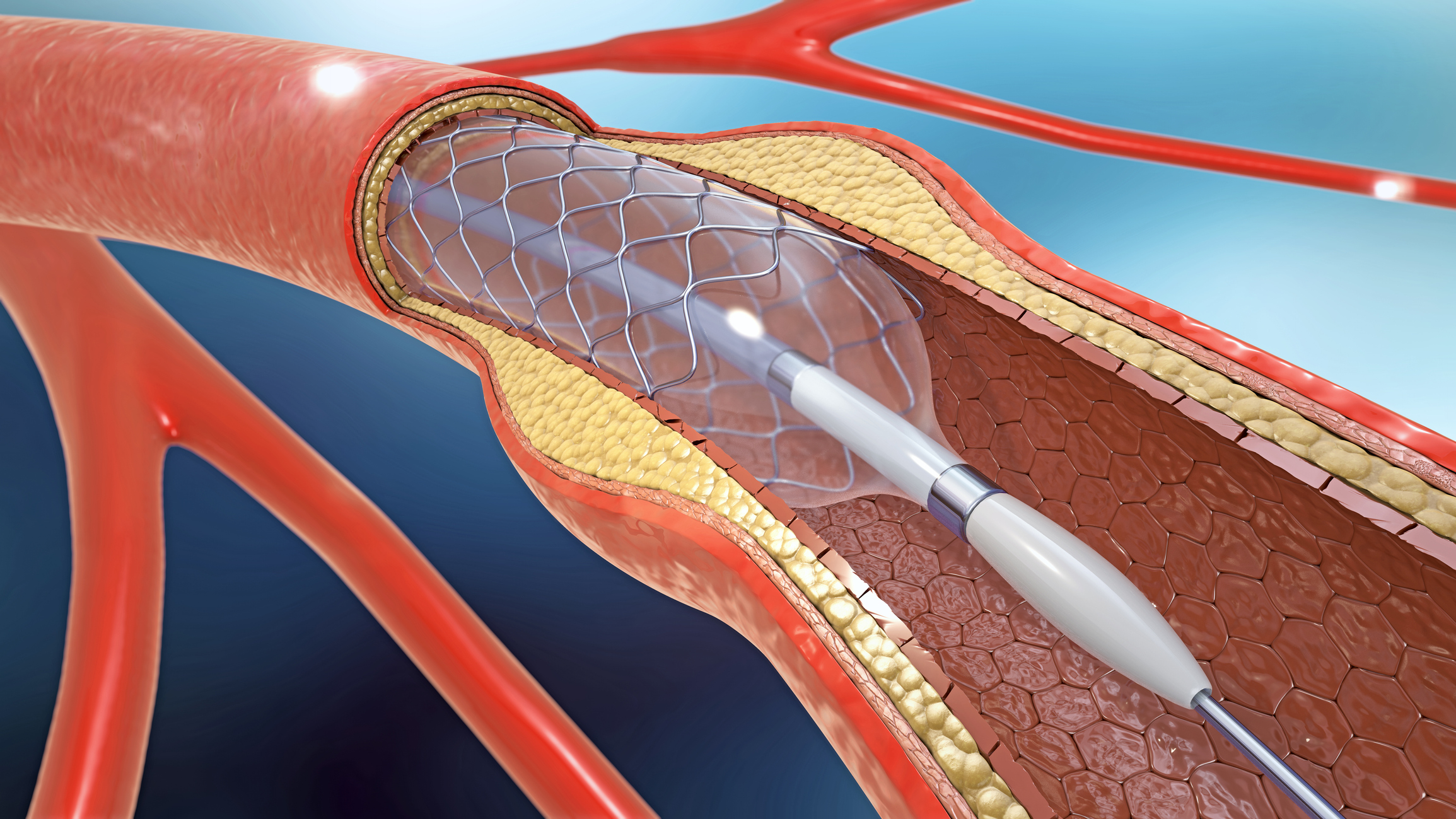
Endovasculaire interventies kunnen worden uitgevoerd met behulp van stents of ballonnen, bijvoorbeeld. Geïmplanteerde stents kunnen worden gecategoriseerd als ballon-expandable stents en zelfexpanderende stents volgens hun principes, en de structuur van een ballon-expandable stent wordt getoond in Figuur 1.
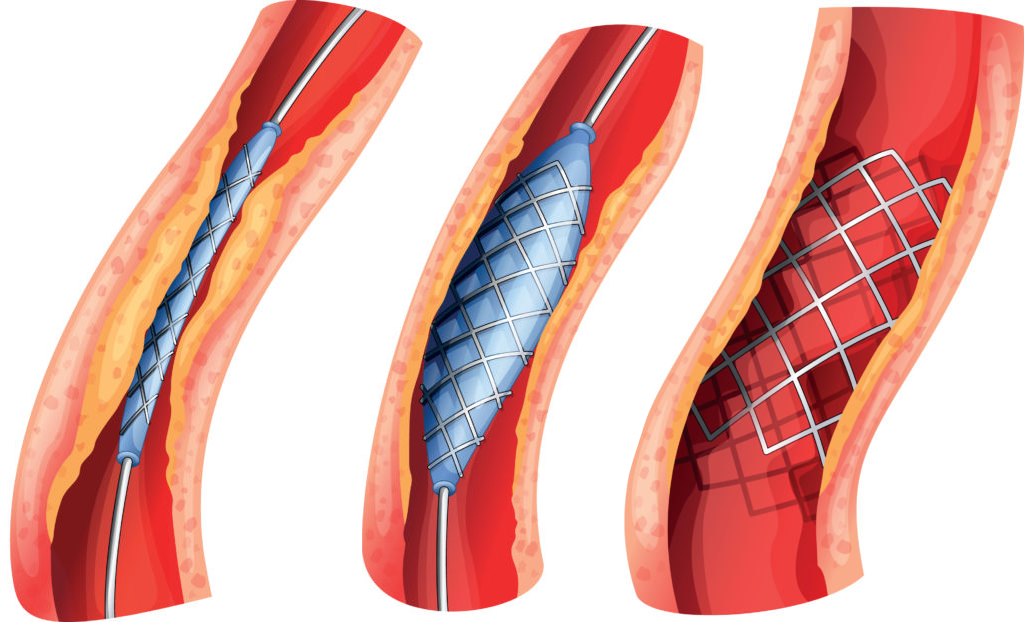
Figuur 1 Ballon-expandable stent
De ballon-expandable stent is een percutane punctietechniek waarbij een stent die vooraf is geïnstalleerd op een ballonkatheter, samen met de ballon, langs de geleidingsdraad naar de plaats van de vasculaire laesie wordt getransporteerd, en vervolgens wordt de ballon onder druk gezet om de stent uit te zetten ter ondersteuning van het zieke vat. Wanneer de stent zich uitbreidt tot de diameter van het vat, wordt de ballon losgelaten en wordt de katheter teruggetrokken, waardoor de stent op zijn plaats blijft om het vat open te houden.
Vergeleken met ballon-expandable stents hebben zelfexpanderende stents geen externe kracht nodig die wordt toegepast via ballonexpansie bij de vasculaire laesie, zoals te zien in Figuur 2. De stent wordt eerst opgerold tot een kleine diameter bij lage temperatuur en vervolgens afgeleverd naar de laesieplaats. Wanneer de omgevingstemperatuur stijgt van kamertemperatuur tot lichaamstemperatuur van 37°C, zet de stent uit door te vertrouwen op de eigen temperatuurgevoeligheid van het materiaal om het zieke vat te ondersteunen.
Figuur 2 Zelfexpanderende stent
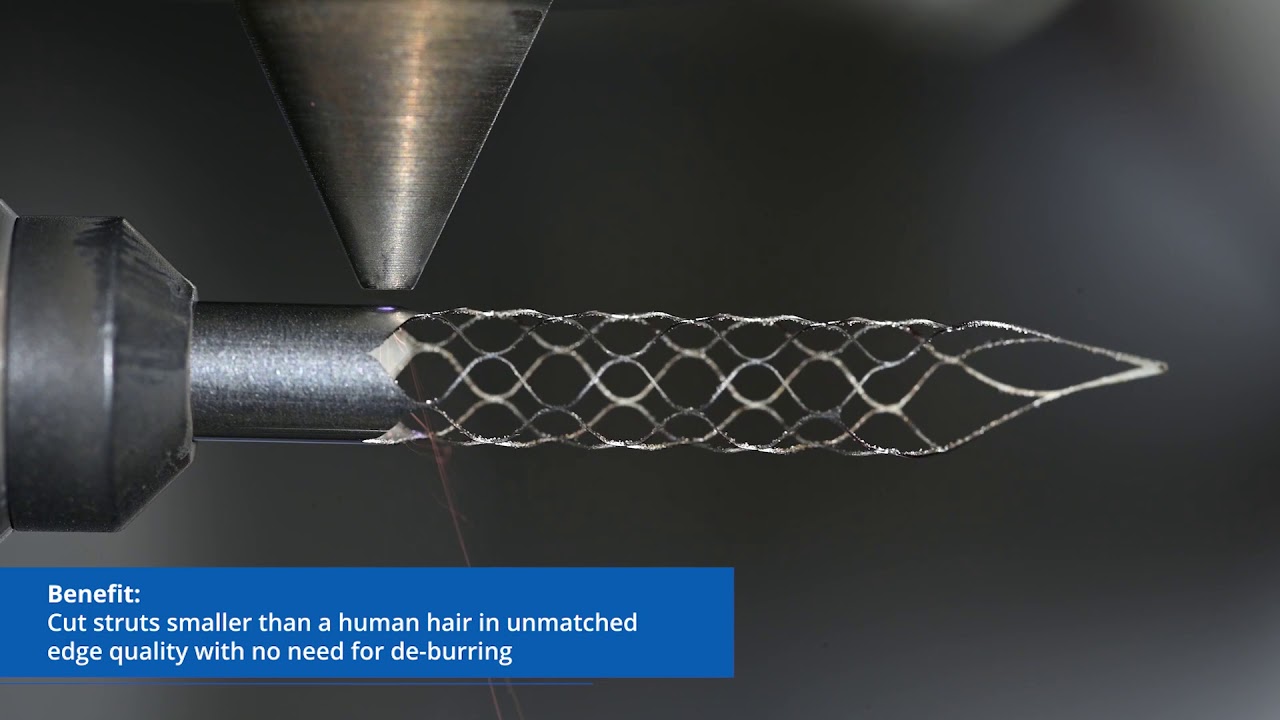
Veelgebruikte methoden voor het vormen van stents zijn onder meer laser snijden en vlechten, enzovoort. Verschillende vormmethoden kunnen verschillende effecten hebben op de geometrie en prestaties van de stent. Laser snijtechnologie wordt veel gebruikt bij de vervaardiging van vasculaire stents vanwege de voordelen van niet-contact, snelle productiesnelheid, hoge nauwkeurigheid van vormgeving en lage kosten, en is momenteel de meest voorkomende methode voor het vormen van stents (Figuur 3).
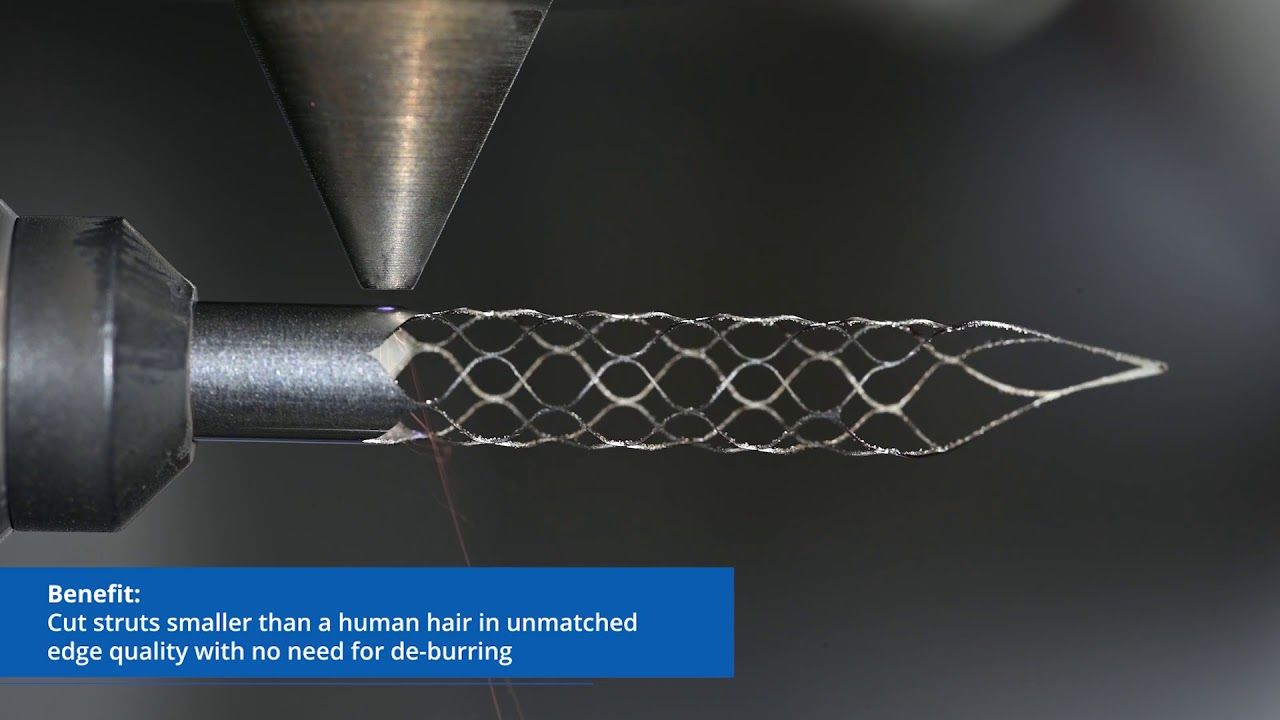
Figuur 3 Het proces van laser snijden van stents
Laser snijden wordt bereikt door een hoog-energetische laserstraal te focussen en deze op het oppervlak van het werkstuk te richten, waardoor het materiaal in het bestraalde gebied snel smelt en verdampt, terwijl het gesmolten materiaal wordt weggeblazen met behulp van een snelle gasstroom coaxiaal aan de laserstraal.
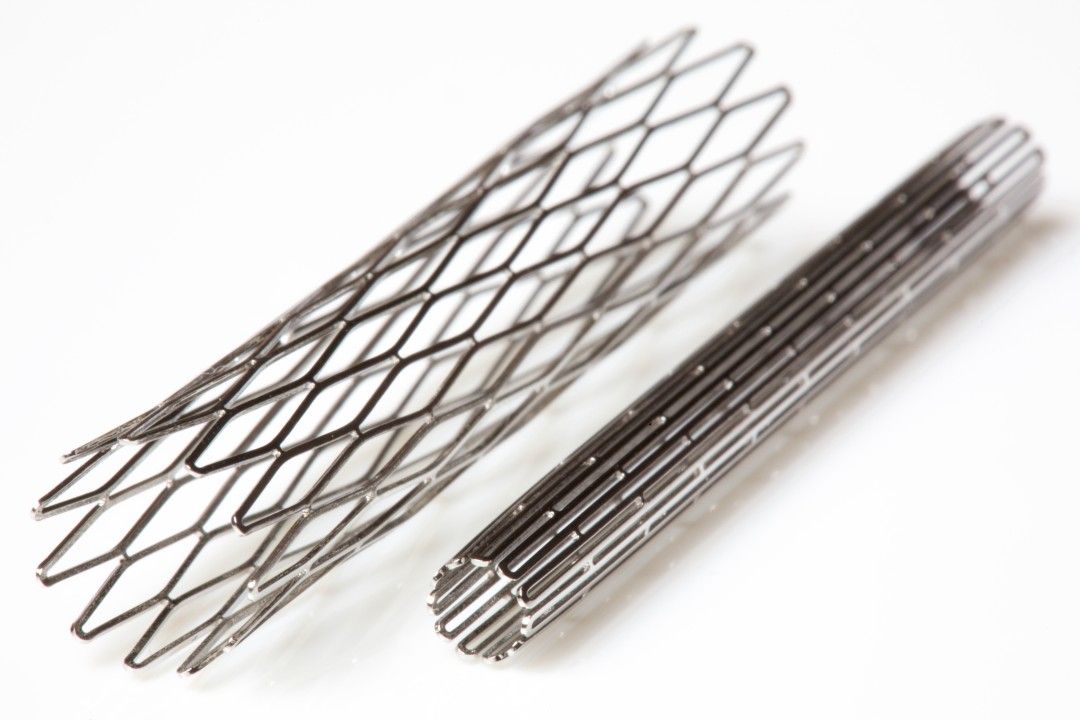
Vlechten is een goedkope, continue fabricagemethode zonder materiaalverlies tijdens het proces. Twee of meer draden worden gevlochten rond een metalen mandaal om een driedimensionale structuur te vormen (Figuur 4). De metalen draden kruisen elkaar, maar vergrendelen niet.
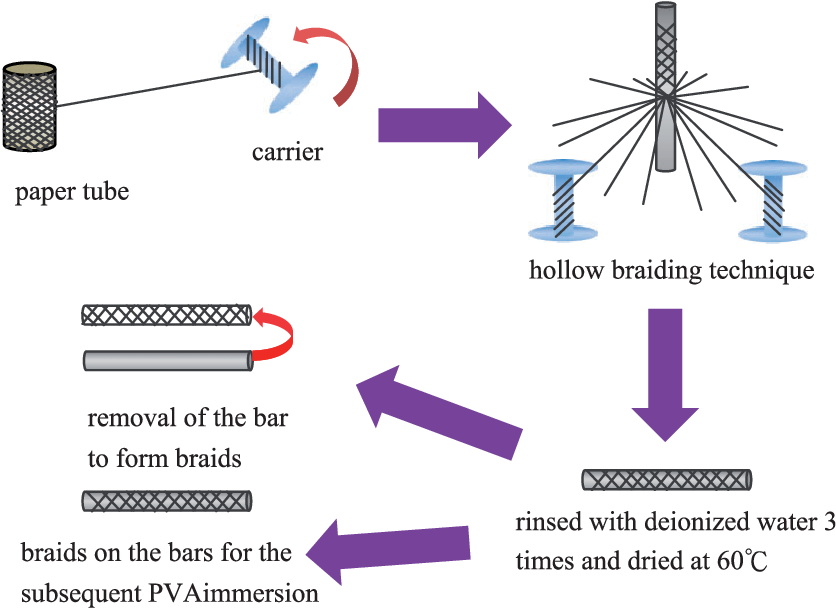
Figuur 4 Gevlochten Vasculaire Stents
Met vormgeheugen, superelasticiteit en goede biocompatibiliteit is het Ni-Ti-legeringsmateriaal geleidelijk een van de belangrijkste grondstoffen geworden voor vasculaire stents (de kenmerken ervan worden getoond in Figuur 5).
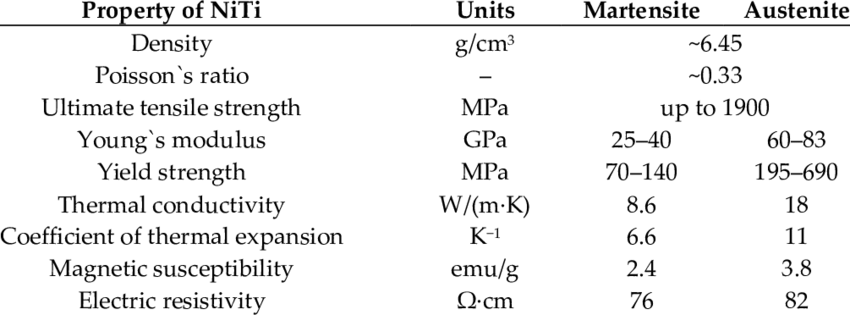
Figuur 5 Eigenschappen van nikkel-titaniumlegering
De processtroom van het machineren van Ni-Ti legeringsstent wordt getoond in Figuur 6 hieronder:
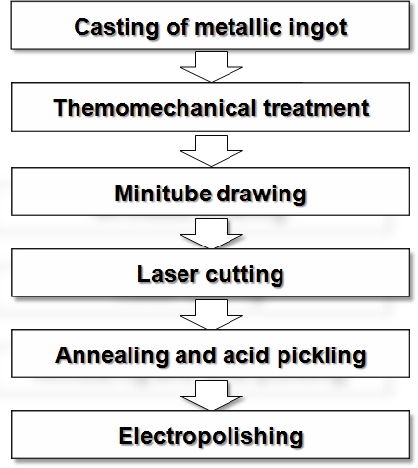
Figuur 6 Proces voor het machineren van Ni-Ti legeringsstent
Het schematische diagram van de lasersnijmachine voor het snijden van stents wordt getoond in Figuur 7. De laserstraal wordt tijdens het snijproces eerst gegenereerd door de laserbron, en de richting van de laserstraal wordt veranderd door de reflector. Wanneer de straal wordt overgebracht naar de nabijgelegen nozzle, zal de spot worden geconvergeerd. De lasernozzle speelt een rol bij het beschermen van de focuslens tegen beschadiging door snijresten, maar regelt ook het gasstroomveld en de grootte, waardoor de laserstraal gemakkelijker de ideale spot kan vormen.
De laserstraal raakt het oppervlak van de buis met een ogenblikkelijke temperatuur van enkele duizenden graden Celsius, waardoor er een ogenblikkelijk smelten optreedt in het nabije spotgebied. Tijdens het snijproces voorziet het gascircuit van de snijmachine in een hulpgas van zeldzame gassen, dat de Nitinol-druppels die het smeltpunt hebben bereikt, wegblaast, waardoor het materiaal wordt verwijderd, en naast dit verlaagt het hulpgas ook de oppervlaktetemperatuur tijdens het snijproces.
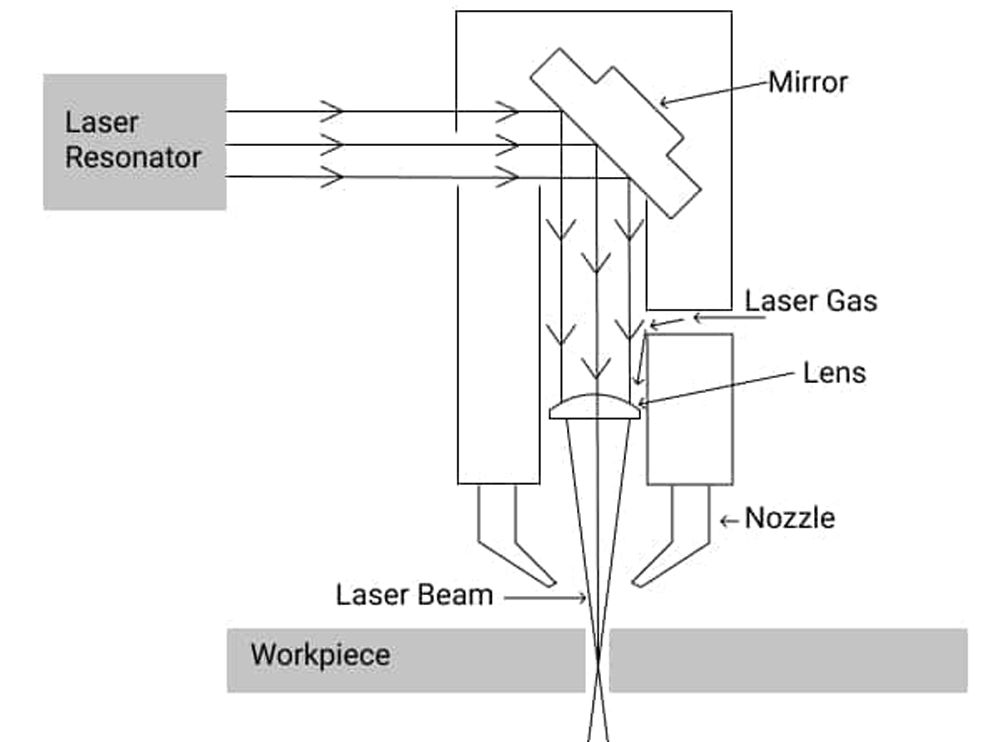
Figuur 7 Werkingsprincipe diagram van snijmachine en snijgebiedmechanisme
De essentie van het lasersnijden van nikkel-titaniumlegering cardiovasculaire stent is: wanneer de buis de energie van de lichtvlek absorbeert, bereikt het deel van de buis dat wordt blootgesteld aan de actie van de lichtvlek zijn eigen verdampingspunt of smeltpunt, en breekt het af van de buis in de vorm van plasma of smelt.
Daarbij wordt het lasersnijden van nikkel-titaniumlegering cardiovasculaire stent voornamelijk verdeeld op basis van het dragen van de dichtheidsniveau van de lichtvlek:
(1) verdampingssnijden: verdampingssnijden verwijst naar de vlek-dichtheidsniveau hoger dan 108W/cm², het materiaal absorbeert energie om zijn eigen verdampingspunt te bereiken, het materiaal in de vorm van plasma spat uit het materiaaloppervlak snijmodus.
(2) smeltend snijden: smeltend snijden verwijst naar het vlek-dichtheidsniveau hoger dan 107W/cm², het materiaal bereikt zijn eigen smeltpunt in de vorm van gesmolten uit de spleet snijmethode.
(3) Zuurstofondersteund snijden: Zuurstofsnijden verwijst naar het vlek-dichtheidsniveau van ongeveer 106W/cm², op dit moment vindt de verwijdering van materialen plaats door zuurstof en laserstraal die op het materiaal werken, nikkel-titaniumlegeringbuis door middel van verbranding om het doel van materiaalverwijdering te bereiken.
En volgens de omstandigheden van het type gegenereerde laser wordt verdeeld in CO2 laser snijden, Nd: YAG laser snijden, en fiber laser snijden. Fiber lasersnijden is een nieuwe lasertechnologie die is ontwikkeld in de afgelopen decennia, die de voordelen heeft van goede bundelkwaliteit en lange levensduur in geïndustrialiseerde omgeving, enzovoort. Vanwege het feit dat fiber gepulseerde lasersnijden in wezen "thermische" verwerking is, is de energieoverdracht van de spot tijdens het proces een van de belangrijke factoren die de kwaliteit van het stent snijden beïnvloeden. Een van de belangrijke factoren die de snijkwaliteit van de stent beïnvloeden, zoals Figuur 8 voor het schematische diagram van fiber gepulseerde lasersnijden.
Figuur 8 Schematisch diagram van fiber gepulseerde lasersnijden
Aan de andere kant is stentlasersnijden volgens de continuïteit van de laser verdeeld in continu lasersnijden en gepulseerd lasersnijden. Op dit moment worden de laserbewerkingen van cardiovasculaire stents allemaal gesneden door gepulseerde laser, omdat vergeleken met de continue laser, er een tijdsinterval is tussen twee aangrenzende laserstralen van gepulseerde laser, wat de afvoer van afval dat tijdens het snijproces wordt gegenereerd, vergemakkelijkt, waardoor de snijprestaties van de stents worden verbeterd.
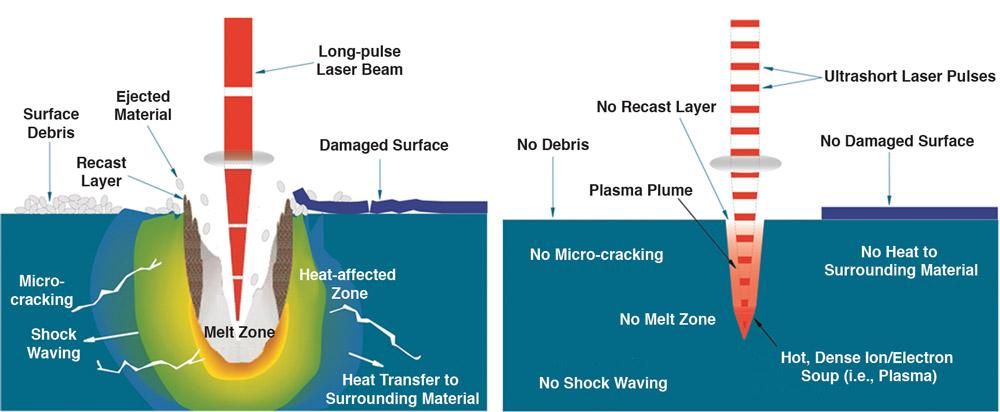
In de afgelopen jaren is de technologie van ultrakorte femtoseconde (fs) lasers geïntroduceerd, die laserpulsen genereren die geen thermische effectafdrukken op het onderdeel achterlaten, wat betekent dat de femtoseconde laser een koud bewerkingsproces is.
De femtoseconde laser is een ultrakorte gepulseerde laser, waarmee Nitinol-beugels worden verwerkt. Vanwege de extreem korte pulsbreedte van de femtoseconde laser, slechts 10-15 seconden, interageert de laser zeer kort met het materiaal en vermijdt thermische diffusie, waardoor de invloed van de smeltzone, de warmtebeïnvloede zone, de impactgolf en vele andere effecten op het omringende materiaal, evenals thermische schade, worden geëlimineerd. Deze voordelen verbeteren de precisie van lasersnijden. Een schematisch diagram van het femtoseconde lasersysteem wordt getoond in Figuur 9.
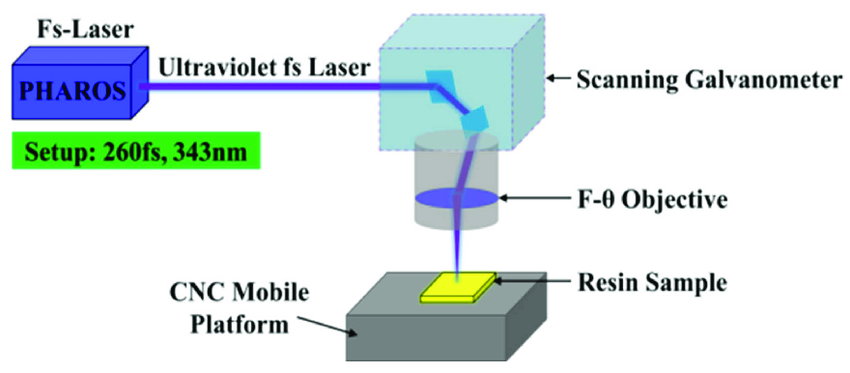
Figuur 9 Schematisch diagram van femtoseconde lasersysteem
Na het lasersnijden bevindt de stent zich nog in de staat van halffabrikaten, het binnenoppervlak en de zijde van de gesneden naad na het snijden worden vaak vergezeld door slakken, warmtebeïnvloede zone en hervormde laag, en de gesneden naad is meer golvend en ruwer. Meestal moeten de halffabrikaten een reeks processen ondergaan, zoals warmtebehandeling, zandstralen, beitsen, ontlaten en elektrochemisch polijsten voordat ze kunnen worden gebruikt als afgewerkte producten.
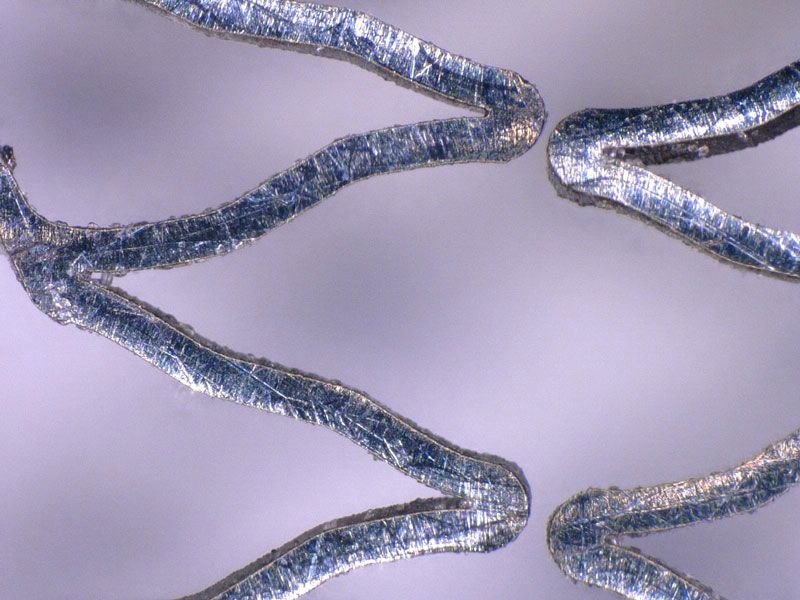
Omdat lasersnijden thermische verwerking is, veroorzaakt het thermische schade aan het oppervlak van de stent en vormt het een kleine hoeveelheid slak en oxidehuid (zie Figuur 10), waarbij de gemiddelde dikte van de warmtebeïnvloede zone en hervormde laag ongeveer 8μm is.
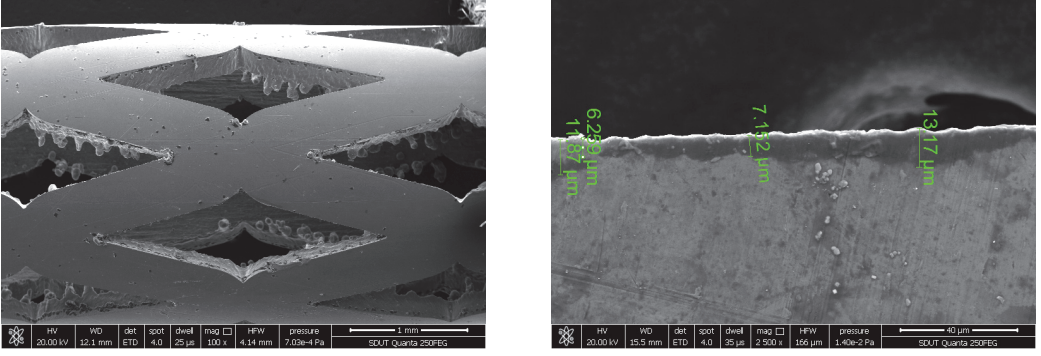
Figuur 10 Microscopische morfologie van vasculaire stent na laserverwerking
De veranderingstrend van de treksterkte van Nitinol-legeringsstents verkregen onder verschillende warmtebehandelingsomstandigheden wordt geïllustreerd in Figuur 11a. Uit de grafiek kan worden afgeleid dat de mechanische eigenschappen van Nitinol-legeringsstents verkregen door warmtebehandeling bij 400°C en 450°C significante fluctuaties vertonen met toenemende warmtebehandelingstijd. In vergelijking daarmee vertoont de treksterkte van Nitinol-legeringsstents verkregen onder warmtebehandelingstemperaturen van 500°C en 550°C een relatief stabiele trend in de loop van de tijd. Bovendien neemt met toenemende warmtebehandelingstijd de treksterkte van Nitinol-stents geleidelijk af.
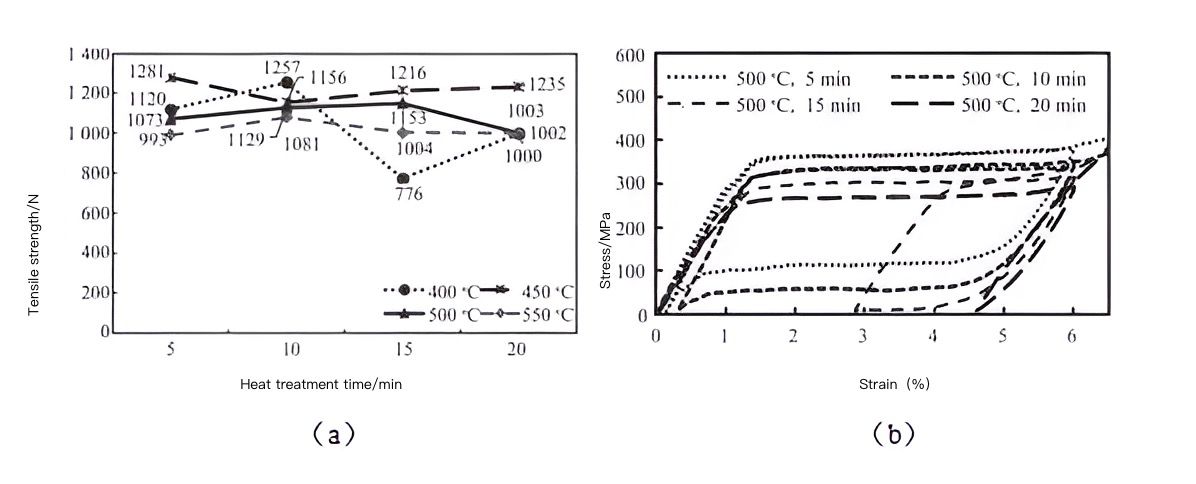
Figuur 11 Treksterkte van nikkel-titaniumdraden met verschillende warmtebehandelingsprocessen
Analyse van de spanning-rekcurven van Nitinol-legering onder verschillende warmtebehandelingsomstandigheden bij 500°C en 550°C (zoals weergegeven in Figuren 11b en 12), diverse parameters zoals boven- en onderplateaustress, restspanning, elastisch opgeslagen energie en elastisch opgeslagen energie-efficiëntie kunnen worden geëxtraheerd. Uit Figuren 11 en 12 kan worden afgeleid dat monsters met warmtebehandelingstijden van 5 minuten en 10 minuten duidelijke boven- en onderplateaustress vertonen, met minimale restspanning, wat wijst op martensitische faseverandering en omgekeerde transformatie, waardoor stabiele niet-lineaire superelasticiteit wordt gedemonstreerd. Echter, tussen 10 minuten en 20 minuten is er een plotselinge toename van de restspanning met de verlenging van de warmte-insteltijd. Dit geeft aan dat hogere warmtebehandelingstemperaturen en langere behandeltijden tot op zekere hoogte de mechanische eigenschappen van Nitinol-legeringsstents kunnen beïnvloeden.
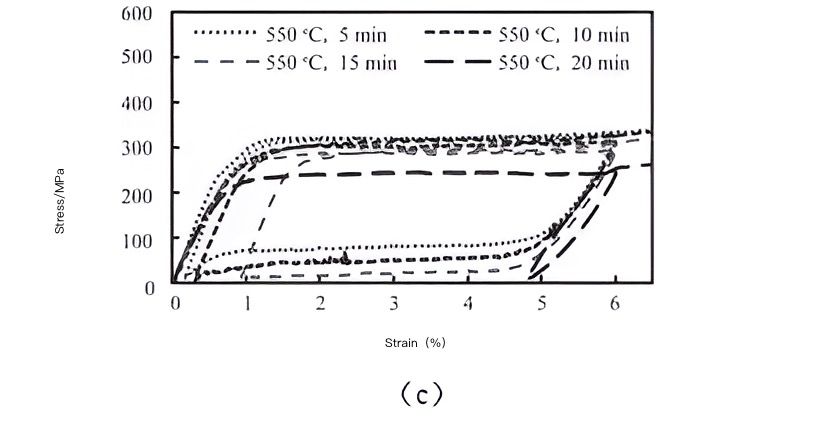
Figuur 12 Spanning-rekcurve bij 550°C
Zandstralen is een effectieve methode om vuil, oxiden, roest, bramen en andere oppervlakteonvolkomenheden van beugeloppervlakken te verwijderen, zodat ze glad en defectvrij zijn voor daaropvolgende coating- of behandeltoepassingen. Na zandstralen met aluminiumoxide zijn er verschillende voordelen van daaropvolgend glasparelstralen: het maakt het mogelijk radii te bereiken bij buiten- en binnenhoekdiameters met minimale extra materiaalverwijdering. De grootte van de radii kan effectief worden gecontroleerd, omdat deze afhankelijk is van de grootte en snelheid van de glaskralen. Dit maakt nauwkeurige controle mogelijk over gebieden van de beugel met extra radii.
Figuur 13 Ongestraald stentoppervlak
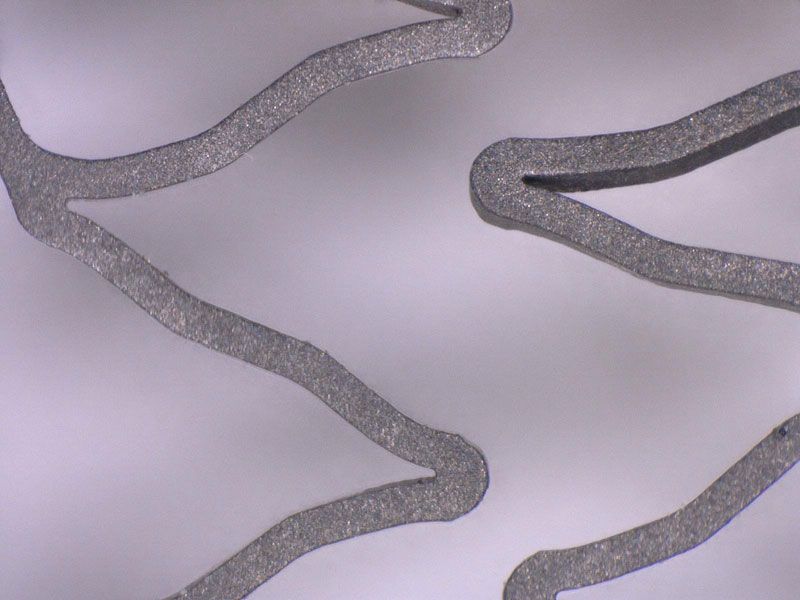
Figuur 14 Gezandstraalde stentoppervlakken
Mechanische oppervlaktebewerking draagt bij aan het verlengen van de vermoeiingslevensduur van de beugels. Glazen parel-schuurmiddelen worden typisch gebruikt in straalmachines die strikte toleranties vereisen. Het stralen van beugeloppervlakken met glaskralen verwijdert geen materiaal of verwijdert verwaarloosbare hoeveelheden. De grootte van de glaskralen is cruciaal, waarbij grotere kralen rondere randen hebben. Er zijn typisch drie maten glaskralen beschikbaar: 35, 50 en 100. Testen van monsters met elke maat glaskralen levert overeenkomstige resultaten op.
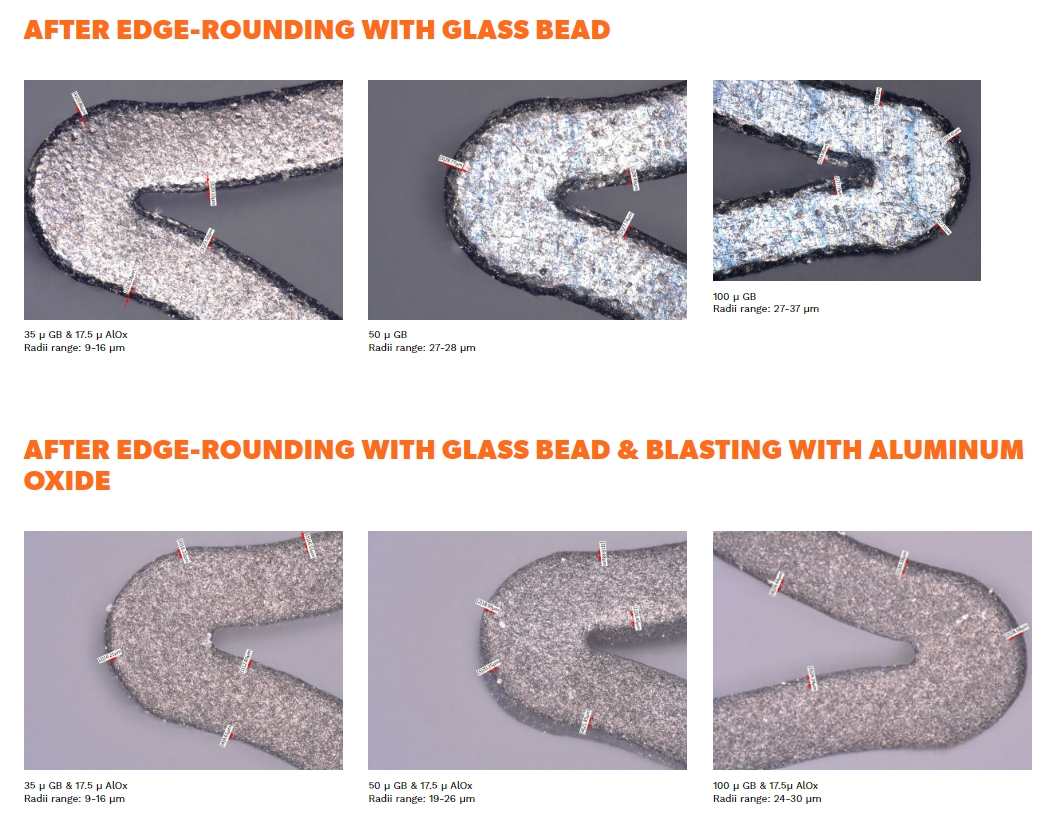
Figuur 15 Glasparelstralen
Tijdens de productie en verwerking van Nitinol-vasculaire stents is het nodig om de buis te lasergraveren, wat een zwarte oxidehuid en gesmolten afval op het oppervlak zal genereren, waardoor de oppervlaktegladheid van de stent wordt beïnvloed. Deze gesmolten slak en geoxideerde laag zullen intima-hyperplasie stimuleren nadat de vasculaire stent in het menselijk lichaam is geïmplanteerd, wat het risico op restenose verhoogt, dus het is noodzakelijk om te zuurwassen om de geoxideerde laag en het puin van het oppervlak van de stent te verwijderen nadat de stent is gevormd.
Echter, het proces van het verwijderen van de geoxideerde huid van Ni-Ti legering vasculaire stent door beitsen zal "waterstofverbrokkeling" van het materiaal veroorzaken, en hoe langer de beitstijd, hoe groter de schade aan het materiaal, dus het is noodzakelijk om redelijkerwijs de beitstijd te controleren, zoals Figuur 16 waaruit blijkt dat hoe langer de beitstijd, hoe langer de diameter van de werkelijke diameter afneemt, de breuktrekkracht afneemt, de sterkte lichtjes afneemt, en het aantal vermoeiingstijden van buiging afneemt. Daarom zal de beitstijd te lang de materiaalplasticiteit, taaiheid verslechteren, wanneer de beitstijd meer dan 2 uur na de beits dat is te beitsen.
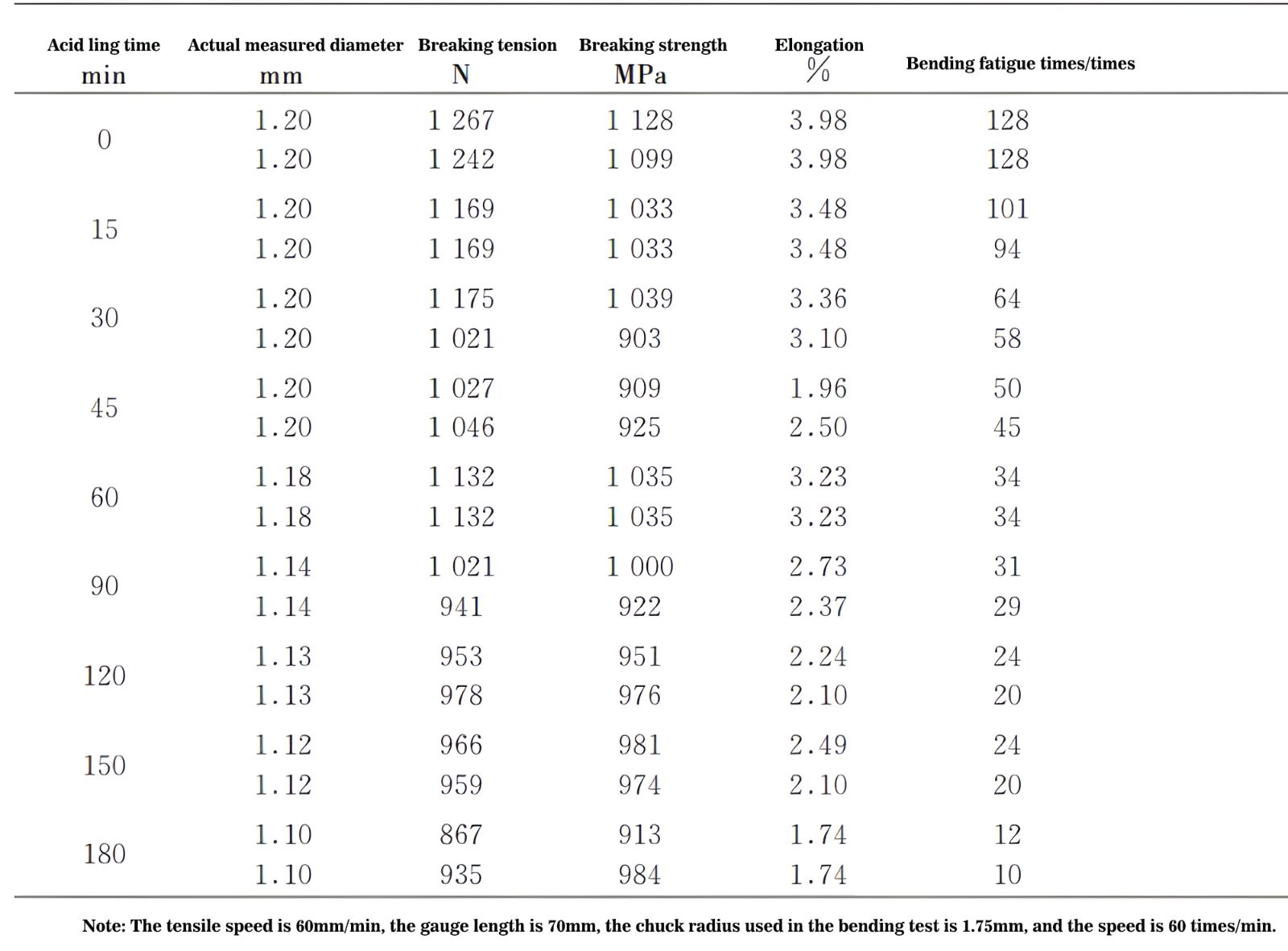
Figuur 16 Waarden van mechanische eigenschappen van Ni-Ti legeringen met verschillende beitstijden
De nikkel-titanium stent na lasersnijden heeft een hoge ruwheid, wat zal leiden tot een grotere weerstand tegen de bloedstroom na implantatie in het menselijk lichaam, waardoor de vorming van trombus ontstaat. Daarom wordt oppervlaktebehandeling van Ni-Ti stents om hun oppervlakte-eigenschappen te verbeteren de sleutel voor het bereiden van medische legeringsstents.
De oppervlaktebehandeling van Ni-Ti legering wordt over het algemeen in de industrie uitgevoerd door de combinatie van mechanisch polijsten en chemisch polijsten, maar het rendement van mechanisch polijsten en chemisch polijsten is laag en het proces is omslachtig, dus elektrolytisch polijsten wordt gebruikt voor de behandeling van de oppervlakte van Ni-Ti legering stents. Het elektrolytisch polijsten van de Ni-Ti legering stent kan het oppervlak van de stent zeer goed polijsten, de ruwheid van het oppervlak verminderen, de efficiëntie van de polijsting verbeteren, de afwerking van het oppervlak verbeteren, het effect van het elektrolytisch polijsten op de ruwheid van het oppervlak is zeer goed (zie Figuur 17). De elektrolytische polijstapparatuur is eenvoudig en gemakkelijk te bedienen, en de effecten op de resultaten van het polijsten kunnen worden gegarandeerd door een redelijke regeling van de elektrolytische polijstparameters.
Figuur 17 Het effect van elektrolytisch polijsten op het oppervlak van Ni-Ti legeringsstents
Het elektrolytisch polijstproces is in principe het proces waarbij het werkstuk een anode is in het elektrolytisch polijstproces. Het elektrolytisch polijstproces kan worden verdeeld in twee categorieën, namelijk anodisch elektrolytisch polijsten en kathodisch elektrolytisch polijsten, en de voor- en nadelen van deze twee polijstmethode worden geïllustreerd in Figuur 18.
Figuur 18 Vergelijking van anodisch en kathodisch elektrolytisch polijsten
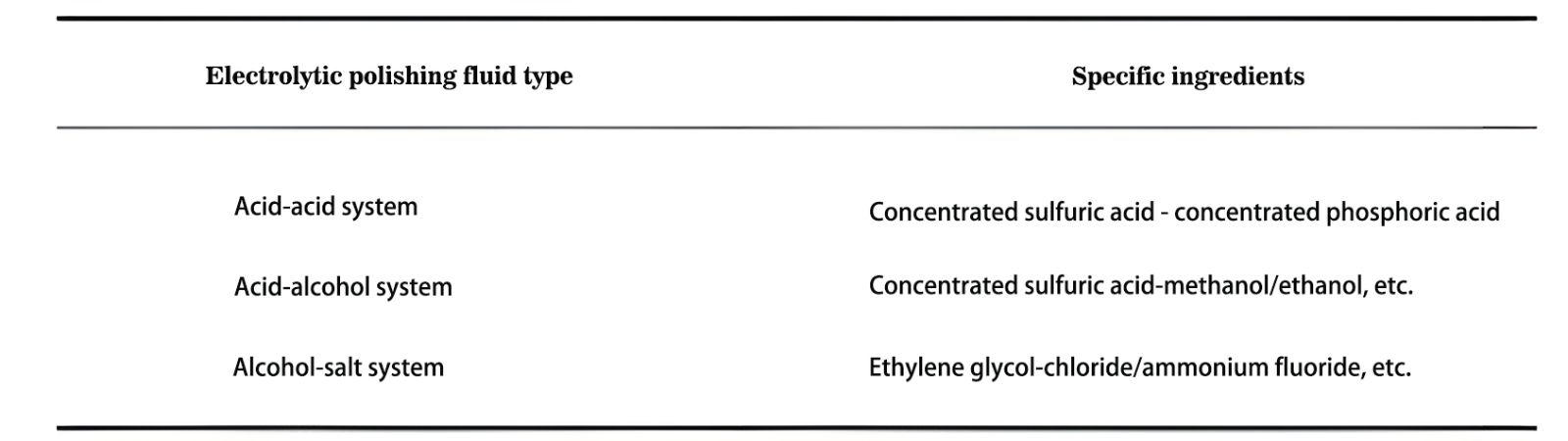
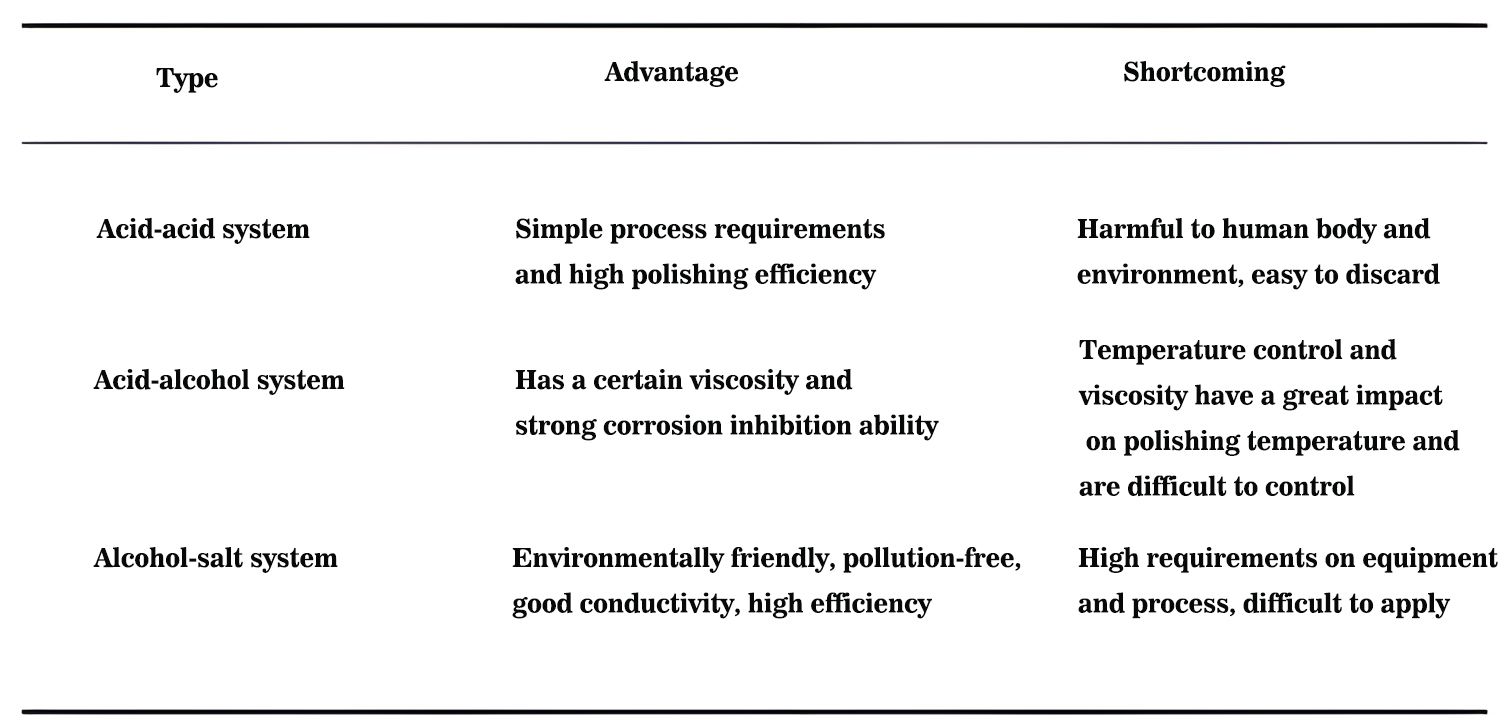
Er zijn 3 soorten elektrochemische polijstoplossingen voor Ni-Ti legeringen: zuur, alkalisch en neutraal, waarbij de zure polijstoplossing het beste polijsteffect heeft.
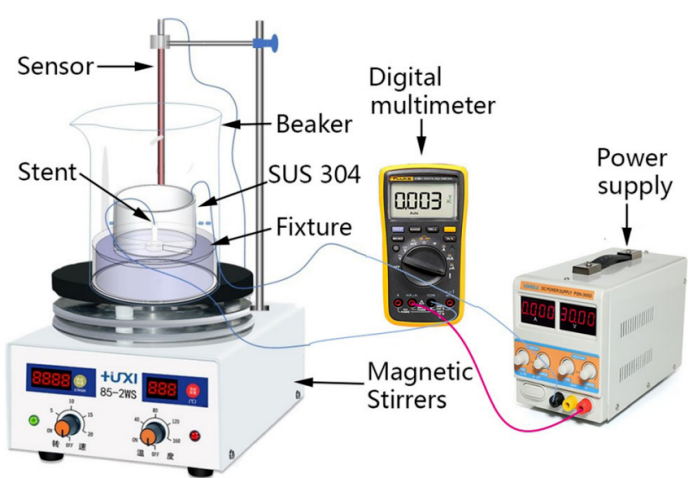
Figuur 19 Schematische diagram van het principeapparaat van elektrolytisch polijsten van cardiovasculaire houder
Allereerst werd een mengsel van zoutzuur, salpeterzuur en water met een verhouding van het volume van 5:10:35:10 gedurende 30 s ultrasoon gereinigd, en vervolgens werden gedemineraliseerd water en aceton gebruikt om de stent om beurten gedurende 2 minuten te reinigen, en het werd droog geblazen voor gebruik.
Na de bovenstaande behandeling was de oppervlakteruwheid Ra van de vasculaire stent ongeveer 1,3 μm. Een 304 roestvrijstalen buis werd gebruikt als kathode voor elektrochemisch polijsten, met een binnendiameter van 32,6 mm, een wanddikte van 1 mm en een lengte van 16 mm.
De procescondities van elektrochemisch polijsten waren als volgt: temperatuur 15°C, stroomdichtheid 0,7 A/cm², poolafstand 15 mm, tijd 20 s (methanol-perchloorzuur) of 90 s (azijnzuur-perchloorzuur).

Figuur 20 Uiterlijk van vasculaire stents vóór (a) en na (b) polijsten
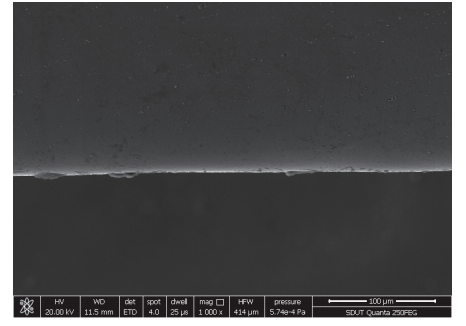
Figuur 21 Microscopische morfologie van vasculaire stents na polijsten
Zoals te zien is op Figuur 20 en Figuur 21, in vergelijking met de vasculaire stent vóór het polijsten, werd de oppervlaktehelderheid van de vasculaire stent verbeterd en waren er geen duidelijke defecten zoals bulten op het oppervlak, en de warmtebeïnvloede zone en het herkristallisatielaag verdwenen, wat bevorderlijk was voor de verbetering van de prestaties van de vasculaire stent.